常州市新伦(lún)机械有限公司
联系人:邵国新
电话:0519-88551773
手机:13801500695
邮箱(xiāng):czxinlun@sina.com
地(dì)址:常州市武进区洛阳镇虞桥路26号
网址 : www.klpmp.net
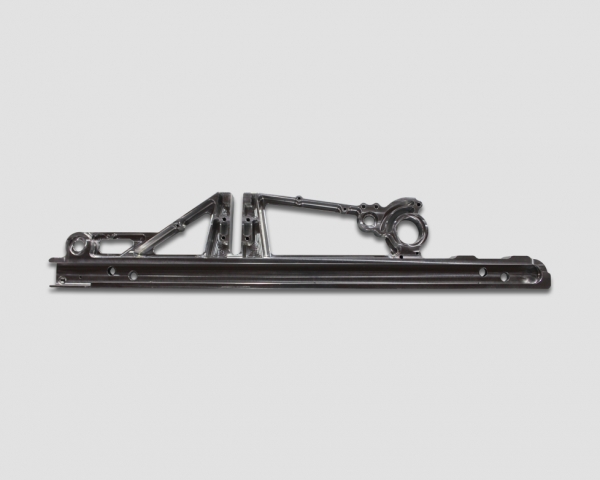
常州机械零部件加工工艺(yì)的主要内容在现代社会中,对(duì)零件(jiàn)进行机械(xiè)加(jiā)工一般都采用(yòng)数控的形式进行加工,因此在对零件进行加工时,要先了解相关的加(jiā)工技术,制定合(hé)适的加(jiā)工方案,对零件(jiàn)数控加工工(gōng)艺进(jìn)行深入的研究和(hé)分(fèn)析。首先,在对零件进行数控机械加工时,要选择合适的数(shù)控机床,在数控机床上进行作业,并确定加工的工序是什么。然后制定合适的零件数控机械加(jiā)工的加工方(fāng)案,对待加(jiā)工的零件的图纸进行分(fèn)析,对零件加工内容进行零件并采用合适的加工技术。在机械零部件加工中(zhōng)最重(chóng)要的是要对零件加工的工艺(yì)进行设计,这关系到零件的质量,我们(men)要清楚零件加工程序步骤,对基准的选取、加工工具的选择、夹具的(de)选择和安装及加工策略和工艺参数进行确(què)定,以此来制定最合适的加工工艺。另外我(wǒ)们要对(duì)机械零部件加(jiā)工的数控编程的程序进(jìn)行编(biān)制和检验,控制编程误差,提高编(biān)程质量和(hé)效率。
机械零部件加工工艺的特点机械零部件加工一般采用数(shù)控的(de)形式进行,因此不可避免的带有数(shù)控加(jiā)工的特点,同时也有(yǒu)自身的特点。
(1)零件数(shù)控机(jī)械加工要求加工(gōng)工(gōng)艺的内容要详细并且具体。对零件进行数控机械加(jiā)工时,会预先制定数控加工方案,然后在数控机床上进行(háng)操作(zuò),包括加(jiā)工的程序、选择的刀具(jù)、加工(gōng)方法和相应的加工参数等,这些要(yào)求对零件的进行机械加工时必须有(yǒu)具体而且详细的方(fāng)案,对方案进(jìn)行分析,后(hòu)形成零件的加工(gōng)程序。

(2)零件机械数控(kòng)加工工艺要求更加严密而精确。对机械零(líng)部件加工工艺采用数控加工的模(mó)式,这(zhè)使得零件加工的精密(mì)度更高,质量更好,加工过程中不需要太多的人(rén),节省了人力,但是从另一方面来说,人为干预(yù)的减少,使得零件(jiàn)在(zài)加工过程中如(rú)果出现(xiàn)了问(wèn)题也不能进行人为的调(diào)节,所以零件机械数控加工工艺在程度上的设定要更加严密而精(jīng)确(què),不能出现一点小误差,因(yīn)为误差的(de)存在很可能会导致(zhì)加工工艺达不到标准而使零件废弃,甚(shèn)至造成机械事故。
(3)在对零件进行(háng)机械数控加工时,要对零件图形进(jìn)行数学计算,对(duì)编程尺寸的设定值进行数学计算。因为对零件进行机(jī)械加工采用的(de)是数控的模(mó)式,因此在加工之(zhī)前(qián)先要进行(háng)编程设计,对零件的尺寸(cùn)进行(háng)几何模式,对(duì)零件加工的尺寸进行数学计算,所以在编程时要(yào)从各方面综合考虑来对零件进行较为优(yōu)化的设计。
第(dì)二、机械零部件(jiàn)加工工艺设计原则分析
定位基准选择的原则定位基准指(zhǐ)的是在对零件进行机(jī)械加工时,零件对机床和刀具的相对位置的表(biǎo)面,而零件在进行最初的加工时(shí)使用的是最原始的没有经(jīng)过加工的表面,这是粗基准,如果在进行原始加工后使用的是已经(jīng)经过加工的定位基准,这就是精基准(zhǔn)。那么在进行机械零部件加工时,应该选择什么样的表面作为(wéi)定位(wèi)基准,这在进行零件加工工艺时就必须要慎重考虑了。选择什(shí)么样的定位(wèi)基准,将会(huì)影响到零件加工的(de)质量和机床(chuáng)夹具结构的复杂程度(dù)。那么选择粗基准和精(jīng)基准都有哪些原则呢?
对粗基准进行选择遵循的原则(zé)选择粗基准对零件进行加工时,要保证材料要充足,加(jiā)工表(biǎo)面有充足的余量,而且零件不(bú)加工的那面的加工表面的尺寸和位置要符合加(jiā)工图纸的要求。如果选择(zé)粗基准,那么就要保证零件表面要方便定位、便于装夹和加工,并且所选的夹具(jù)要尽可能简单。选择粗基准时,一定要确定加工面和不加工面,要有精确的位置选择(zé),一般以不加工面为粗基准。选择粗基准时一般都是(shì)为了满足重要的表面进行粗加工(gōng)后余(yú)量小而均(jun1)匀,对未加(jiā)工面进行选择时要使(shǐ)粗基准的位置误差能够在未加工面得到平均分布,并且粗基准面尽(jìn)可能要平整和完整,不要有缺口,这样有利于对位置进(jìn)行设定。
选择精基准时遵循的原则选择(zé)精基准时,首先要观察精基准面是否方便定位和装夹加工,并且如果选定某一面为精基准,对其他面进行选(xuǎn)定时可以统一使用(yòng)选定面的(de)定位方式以提高(gāo)加(jiā)工效率(lǜ),所以在对该精准面定位时要慎重(chóng)考虑(lǜ)。精基准采用精准重合原则,即使用统一的(de)定位原则来对其他面进行(háng)定位精加工。
零件表面加(jiā)工方法选择(zé)的原(yuán)则对不同的零件表面和不同的零(líng)件加工要(yào)求及零件结(jié)构(gòu)特点(diǎn)、材料性质等,要(yào)选择相适应的加工方法来进行零件表面的加工。对零件加工方法进行确定时,一般是(shì)先确定零件最后的加工方法,然(rán)后由后向前,推导确定前面有(yǒu)关工序的加(jiā)工方法(fǎ)。

扫一扫,关(guān)注我(wǒ)们
 | 服务热线:0519-88551773 |
 | 企业QQ:1239332981 |
 | 地址(zhǐ):常州市武进区洛(luò)阳镇(zhèn)虞桥路(lù)26号 |
网址 : www.klpmp.net